
Matching Confusion: Uncomplicating an overused term
- August 29, 2015
- •
- by Ang Schramm
The term “match”, and its derivatives, “matched” or “matching,” is frequently used in discussing decorative wood veneered panel products. It is a seemingly simple term, but it can be quite confusing at times because it has multiple applications, including describing the relationship between:
- one component and the adjacent component in a panel face,
- all the components within a panel face,
- and between one panel face and the next within a group or shipment of panels
Matching between components
The first bullet point listed above includes the terms book match, slip match, and random match. Book matching is the process of turning over every other “leaf” or individual face component and splicing them together with adhesive, tape, or string and hot melt glue in a process resulting in a mirror image at the joint. Unless otherwise specified, “AA” and “A” panel faces consisting of more than one component will be book matched in accordance with the product standard, ANSI/HPVA HP-1-Current Version. Most “B” grade faces will also be book matched by default, but since the standard does not require book matching, please be sure to check with your rep if you have any questions about the matching arrangement of any “B” face.
Slip matching is a means of joining individual components side to side as they are removed from the log without turning over every other component. The end result is a staggered appearance at the splice line and across the entire face. The appearance difference between book and slip matched faces can be an acceptable trade-off inasmuch as it helps reduce the dark/light “barber pole” appearance commonly experienced due to different absorption characteristics in maple and similar species.
Certain species, including alder and knotty pine are prone to have pronounced features which may be concentrated to one section of a panel face if the components were book or slip matched. In such cases, plank matching is a more reasonable splicing choice. This method utilizes components from different logs and employs the practice of flipping some components while swinging others end to end to create a consistently inconsistent look, avoiding concentrating characteristics in some areas while leaving other regions of the same panel surface void of naturally occurring prominent attributes.
 Book Match |
 Slip Match |
 Plank Match |
Matching within the panel face
There are 3 primary considerations in determining the relationship of all the components within a panel face. The first is whether the panel is going to be cut to size to the extent there will always be outer components within a fabricated piece such as an end panel for a cabinet or book case narrower than the inner components. For this application, running match is almost always desirable. In preparation for a running match a producer will take raw components and clip them in small bundles to the greatest achievable width without consideration of the actual width. Resulting components are subsequently fed into a splicing machine to join them in a continuous ribbon. An automatic knife located on the outfeed side is programed to cut the ribbon in 50” (or any predetermined full face width). The resulting cut line almost always produces narrower components on the outer edges of the face in relation to those between them. Running match is the most cost effective means of splicing face veneer. Because of this and the fact most decorative panel products are cut to smaller dimensions for the end product, panel faces are typically provided with a running match unless otherwise specified.
Sometimes there are applications requiring full panels and therefore all components within a face need to be close in width. Balance matching the components within a face achieves this desired appearance. To accomplish a balance match, the producer will clip small bundles of veneer components to a width predetermined to ensure this happens. It is important to understand even when this is done the components on the outside edges of the panel will likely be slightly, though generally not noticeably narrower than the inner components as a result of sawing the rough panel blank to the specified finished width. Balance matched faces may contain an even or odd number of components. It is a more expensive process, requiring the producer to clip more material from the veneer bundles, generating greater waste and labor costs are greater due to additional handling involved. If a balance match is required, it MUST be specified by the buyer!
Some projects call for full width panels and an even number of uniform width components. Center matching requires the producer to clip small bundles of the specified veneer to more precise widths to accomplish this. A richly finished conference table with center matched faces will be much more appealing than one with an odd number of components. As with balance matching, the outer components will typically be slightly narrower due to trimming the panel blank to a finished size. For reasons above, and because even more labor and wood is required, center matching is the most expensive of the matching types, and therefore must be specified by the buyer.
 Running Match |
 Balance Match |
 Center Match |
Matching from panel to panel
In the production of panel faces from raw veneer, a producer will typically attempt to keep all components in sequence throughout the production process from splicing individual components to clipping the finished face width. For this reason, it is not unusual to find two or more panels from the same unit of stock production may look alike because they came from the same log. However, there is no guarantee any two panels will come from the same log unless the specification includes the requirement to be sequence matched and numbered, abbreviated SM&N. This specification requires the producer to keep the components together throughout the process, and number them so they may be placed in order on the jobsite. Unless otherwise specified, resulting sequences will always be book matched from component to component, running matched within each panel face, and the number of pieces will always vary relative to the total useable footage in a given log. Sequences thus produced are called warehouse sets. Any other requirement changes the conditions from warehouse set to custom sequence, and MUST be discussed between buyer and seller to ensure all expectations are met.
Learn more online, click here.
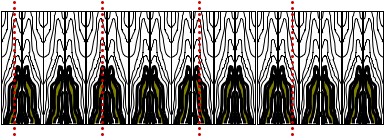
Sequence matched and numbered warehouse set. Lines show possible points where the ribbon of veneer was cut to desirable width at the outfeed side of the splicer
As always,
I hope you find this and other articles in our Wood Works™ Newsletter archives useful!
Thanks so much to all!
Ang